「また熟練工の山田さんが体調を崩した…」─製造現場で聞こえてくる、経営者の不安の声です。
ベテランの技術者が高齢化し、若手は採用できず、「この技術、誰が引き継ぐのか?」という危機感を抱えている製造業は少なくありません。品質管理は人の目と経験に頼り、設備の突発的な故障で生産ラインが停止し、納期遅れが発生する─人手に依存した従来のやり方が、限界を迎えています。
「デジタル化しなければ」と焦りながらも、「製造現場にAIなんて本当に必要なのか?」という疑問もあるでしょう。高額な初期投資、現場の抵抗、効果が見えない不安─AI導入のハードルは決して低くありません。
しかし今、AI技術が製造業に革命をもたらしています。
画像認識による品質検査で不良品を瞬時に発見し、予知保全で設備故障を事前に防ぎ、熟練工のノウハウをAIが学習して次世代に継承する。ある中小製造業では、AI導入により不良品率が90%削減され、生産効率も大幅に向上しました。
「どんなメリットがあるの?」「デメリットは?」「うちの工場でも可能?」
簡単に説明する動画を作成しました!
目次
AI導入のメリットデメリット
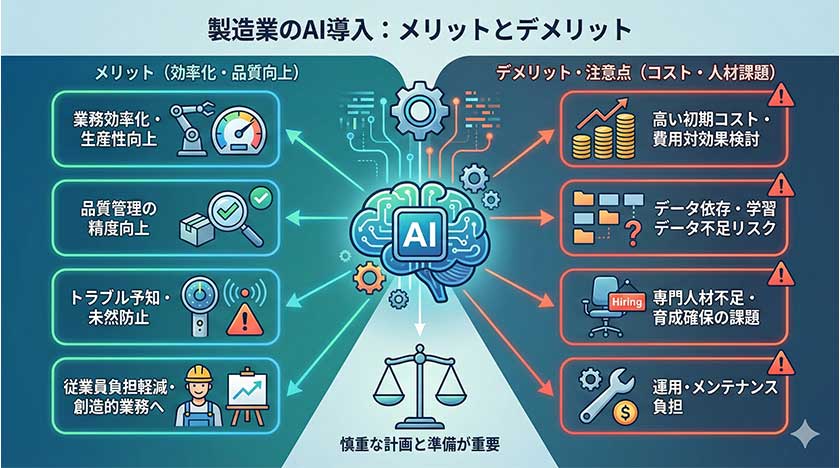
製造業がAIを導入する際には、多くのメリット、デメリットが存在します。 AIを活用することで、今まで人手に頼っていた作業を自動化し、労働時間削減やコスト削減を実現できます。
また、データ分析を通じて、生産プロセスを最適化し、品質管理の精度を高めることが可能です。
しかし、AI導入には高い初期コストが発生する場合があり、システム開発や運用には専門的な知識を持つ人材が必要となります。
メリットの紹介
AI導入の最大のメリットは、業務効率化と生産性向上です。 例えば、AIを活用した画像検査システムを導入することで、製品の品質管理における検査ミスを減らし、高い品質を維持できます。
また、AIによるデータ分析は、生産設備の異常を早期に検知し、トラブル発生を未然に防ぐことに役立ちます。 これにより、ダウンタイムを短縮し、生産効率を向上させることが可能です。
さらに、AIは従業員の負担を軽減し、より創造的な業務に集中できる環境を提供します。 これらのメリットは、企業の競争力強化に直接つながります。
デメリットの注意点
AI導入には多くのメリットがある一方で、いくつかのデメリットや注意点も存在します。 まず、AIシステム開発には高いコストがかかる場合が多く、導入の際には費用対効果を十分に検討する必要があります。
また、AIの精度は学習データに大きく依存するため、十分な量のデータと適切なアルゴリズムが必要です。
さらに、AIシステムを運用するためには、専門的な知識を持つ人材が不可欠であり、人材育成や確保も重要な課題となります。
導入後も定期的なメンテナンスやアップデートが必要であり、運用コストも考慮しなければなりません。 これらの点を踏まえ、慎重な計画と準備が求められます。
活用事例から見る実際の影響
AI導入の活用事例を見ることで、実際の影響をより具体的に理解することができます。 ある自動車部品メーカーでは、AIを活用した品質管理システムを導入した結果、不良品発生率を大幅に削減し、顧客からの信頼を得ました。
また、ある食品加工会社では、AIによる需要予測システムを導入し、在庫最適化を実現することで、廃棄ロスを減らし、コスト削減に成功しました。
これらの事例から、AI導入がもたらす効果は多岐にわたり、企業の規模や業種に応じて様々な活用方法があることがわかります。 事例を参考に、自社に最適なAI導入戦略を検討することが重要です。
製造業におけるAIの活用方法
業務効率化のための手順
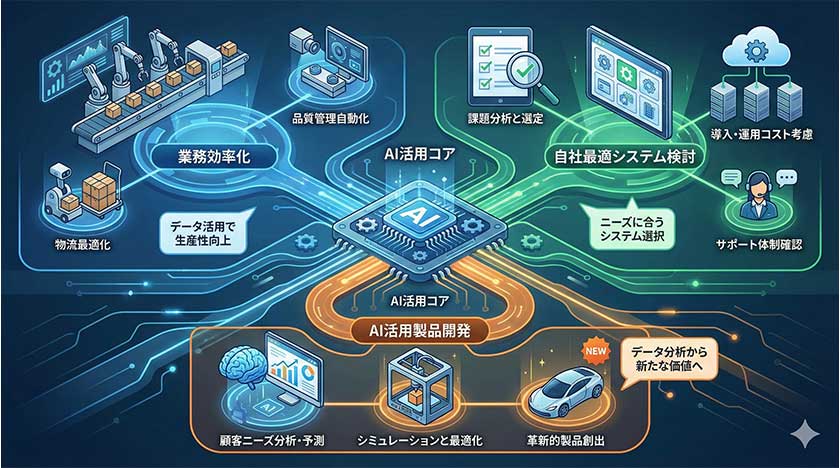
製造業におけるAI導入は、業務効率化を飛躍的に進めるための重要なステップです。 まず、AI導入の目的を明確にしましょう。
どの業務プロセスをAIで改善したいのか、具体的な目標を設定することが重要です。 例えば、生産ラインの監視、品質管理の自動化、またはサプライチェーンの最適化などが考えられます。
次に、必要なデータを収集し、AIが学習するための環境を整えます。 過去の生産データ、品質データ、顧客データなど、多岐にわたるデータを活用することで、AIの精度を高めることが可能です。
また、AIを活用したシステムの導入にあたっては、従業員への教育も欠かせません。 AI技術を理解し、AIと連携して作業を行うためのスキルを習得することで、現場でのスムーズな導入と効果的な運用が実現します。
これらの手順を踏むことで、企業はAI導入のメリットを最大限に引き出し、業務効率化を実現することができます。
自社に合ったシステムの検討
AI導入を成功させるためには、自社の課題やニーズに合ったシステムを検討することが不可欠です。 多くのAIシステムが存在しますが、すべてのシステムが自社に最適とは限りません。
まずは、自社の業務プロセスを詳細に分析し、AIで解決したい課題を明確に洗い出すことから始めましょう。 例えば、品質管理における検査ミスが多い場合、AIを活用した画像検査システムが有効かもしれません。
また、生産設備の故障予測に課題がある場合は、AIによる異常検知システムが役立ちます。
私自身、過去にクライアント企業のAI導入支援に関わった際、現場の声を聞かずにトップダウンでシステムを選定してしまい、結局現場で使われないまま放置されてしまったという苦い経験があります。 現場の課題感を共有し、共にシステムを選定していくプロセスが非常に重要だと痛感しました。
システム選定の際には、導入コストだけでなく、運用コストやメンテナンス費用も考慮に入れる必要があります。 さらに、導入後のサポート体制や、システムの拡張性も重要な検討ポイントです。
複数のAIシステムを比較検討し、自社のニーズに最も合致するシステムを選び出すことが、AI導入の成功につながります。
AIを活用した製品開発のポイント
AI導入は、製品開発においても大きな可能性を秘めています。 AIを活用することで、顧客ニーズの分析や市場トレンドの予測をより正確に行い、新たな製品開発に役立てることができます。
例えば、AIによるデータ分析を通じて、顧客の潜在的なニーズを把握し、これまでになかった革新的な製品を生み出すことが可能です。
また、製品設計段階においても、AIを活用することで、シミュレーションや最適化を行い、より高性能で効率的な製品を開発することができます。
AIを活用した製品開発では、データ収集と分析が非常に重要です。 様々なソースからデータを収集し、AIが学習するための十分なデータ量を確保する必要があります。
さらに、AI技術だけでなく、製品開発に関する深い知識を持つ人材も必要です。 AIと人間の知識を組み合わせることで、より競争力のある製品開発が実現します。
AI導入の際の課題と解決策
導入時の主な課題
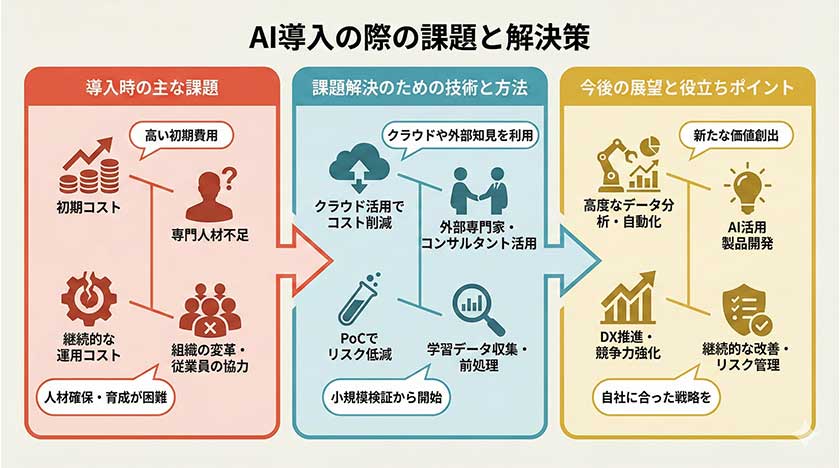
AI導入を検討する際、企業は様々な課題に直面します。 まず、AIシステム開発には高い初期コストが発生する場合があります。
特に、自社に最適化されたAIシステムを開発する場合、費用はさらに高くなる可能性があります。 また、AI導入には専門的な知識を持つ人材が不可欠です。
AI技術者やデータサイエンティストなどの人材を確保、育成する必要があります。 さらに、AIシステムの運用には、継続的なメンテナンスやアップデートが必要であり、運用コストも考慮しなければなりません。
AI導入プロジェクトは、技術的な課題だけでなく、組織全体の変革を伴うため、従業員の理解と協力も不可欠です。 これらの課題を明確に認識し、適切な対策を講じることが、AI導入の成功につながります。
課題解決のための技術と方法
AI導入における課題を解決するためには、様々な技術と方法を活用する必要があります。 例えば、初期コストを抑えるためには、クラウドベースのAIプラットフォームを利用することが考えられます。
これにより、自社で大規模なインフラを構築する必要がなくなり、コストを削減できます。 また、人材不足を解消するためには、外部のAI専門家やコンサルタントを活用することも有効です。
私自身、すべてを社内リソースだけで完結させようとしてプロジェクトが頓挫する例を数多く見てきました。 初期段階では外部の知見を借りることが、結果的に最短ルートになることが多いです。
AI導入の際には、PoC(Proof of Concept)を実施し、小規模な範囲でAIの効果を検証することで、リスクを低減することができます。
AIシステムの精度を高めるためには、十分な量の学習データを収集し、適切なデータ前処理を行うことが重要です。 これらの技術と方法を組み合わせることで、AI導入における課題を効果的に解決し、AIを活用した業務効率化や生産性向上を実現できます。
今後の展望と役立ちポイント
AI導入は、製造業のDXを推進する上でますます重要な役割を果たすと考えられます。 今後は、AI技術の進化により、より高度なデータ分析や自動化が可能になり、製造プロセスの最適化や品質管理の精度向上が期待されます。
また、AIを活用した製品開発も進み、新たな価値を創出する可能性も広がります。 AI導入を成功させるためには、自社の課題やニーズを明確にし、適切なAIシステムを選定することが重要です。
さらに、AI導入後も継続的にデータを収集・分析し、システムの改善を繰り返すことで、より高い効果を得ることができます。
本記事で紹介した情報が、製造業におけるAI導入の成功に少しでも役立つことを願っています。 AI導入を検討する際には、メリット、デメリットだけでなく、リスクや注意点も十分に理解し、慎重に進めることが重要です。
成功事例の紹介

国内製造業の成功事例
国内製造業におけるAI導入の成功事例を紹介します。 ある自動車部品メーカーでは、AIを活用した画像検査システムを導入し、品質管理における検査ミスを大幅に削減しました。
その結果、不良品発生率が低下し、顧客からの信頼を得ることができました。
また、ある食品加工会社では、AIによる需要予測システムを導入し、在庫最適化を実現することで、廃棄ロスを減らし、コスト削減に成功しました。
これらの事例は、AI導入が企業の競争力強化に直接つながることを示しています。
海外でのAIを活用した事例
海外でのAIを活用した事例として、ある大手電機メーカーでは、AIを活用した製品開発プロセスを導入し、開発期間を大幅に短縮しました。
AIが過去の製品データや市場トレンドを分析し、新たな製品コンセプトの創出を支援することで、迅速な製品開発を実現しました。
また、ある化学メーカーでは、AIによるプラント設備の異常検知システムを導入し、事故発生のリスクを低減しました。
AIが設備の稼働データを監視し、異常兆候を早期に発見することで、重大なトラブルを未然に防ぐことができました。
事例から学ぶAI導入のポイント
これらの事例から学ぶAI導入のポイントは、まず自社の課題を明確にすることです。 どの業務プロセスをAIで改善したいのか、具体的な目標を設定することが重要です。
次に、必要なデータを収集し、AIが学習するための環境を整えます。
過去の生産データ、品質データ、顧客データなど、多岐にわたるデータを活用することで、AIの精度を高めることが可能です。
また、AI導入の際には、PoC(Proof of Concept)を実施し、小規模な範囲でAIの効果を検証することで、リスクを低減することができます。
私自身、過去のプロジェクトでも、いきなり全社展開を目指して失敗するケースを見てきました。 まずは小さな成功体験を積み重ねることが、組織全体のAI活用を加速させる鍵となります。
これらのポイントを踏まえ、自社に最適なAI導入戦略を検討することが重要です。
AI導入のポイントと注意事項
導入に際しての重要な点
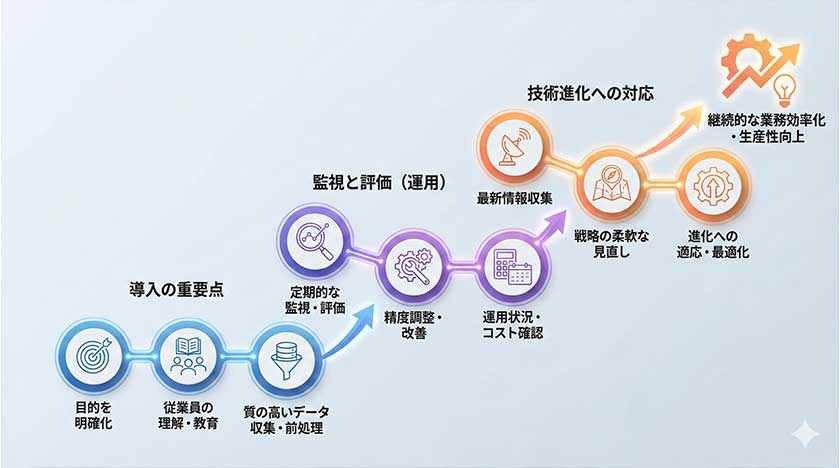
AI導入に際しての重要な点は、まずAI導入の目的を明確にすることです。 どの業務プロセスをAIで改善したいのか、具体的な目標を設定することが重要です。
次に、AI導入プロジェクトは、技術的な課題だけでなく、組織全体の変革を伴うため、従業員の理解と協力も不可欠です。
従業員への教育を実施し、AI技術を理解し、AIと連携して作業を行うためのスキルを習得することで、現場でのスムーズな導入と効果的な運用が実現します。
また、AIシステムの精度を高めるためには、十分な量の学習データを収集し、適切なデータ前処理を行うことが重要です。
監視と評価の重要性
AIシステム導入後の監視と評価は、AI導入の効果を最大限に引き出すために非常に重要です。 AIシステムのパフォーマンスを定期的に監視し、期待通りの結果が得られているかを確認する必要があります。
もし期待通りの結果が得られていない場合は、AIシステムのパラメータを調整したり、追加の学習データを与えたりすることで、精度を改善する必要があります。
私自身、導入後に「AIに任せれば終わり」と考えて放置してしまい、徐々に精度が落ちて現場が混乱したケースを目の当たりにしました。 導入後の泥臭いチューニングこそが成功の分かれ道です。
また、AIシステムの運用状況を定期的に評価し、運用コストやメンテナンス費用が適切かどうかを確認することも重要です。
これらの監視と評価を通じて、AIシステムを最適化し、継続的な業務効率化と生産性向上を実現することができます。
今後の技術進化の影響
今後の技術進化は、AI導入に大きな影響を与えると考えられます。 AI技術の進化により、より高度なデータ分析や自動化が可能になり、製造プロセスの最適化や品質管理の精度向上が期待されます。
また、AIを活用した製品開発も進み、新たな価値を創出する可能性も広がります。
さらに、AI技術の普及により、AI導入コストが低下し、中小企業でもAIを活用した業務効率化や生産性向上を実現できるようになる可能性があります。
これらの技術進化を踏まえ、常に最新のAI技術に関する情報を収集し、自社のAI導入戦略を柔軟に見直していくことが重要です。
AI導入すべき!?製造業での活用方法、メリットデメリット、事例に関しての「よくある質問」

Q1: 製造業でAIを導入すると、どんな活用方法があるの?
AIの活用方法は多岐にわたりますが、代表例は以下の通りです。
- 異常検知(設備保全):センサーや稼働データから故障の予兆を事前に察知し、計画外停止を減らす。
- 需要予測:過去の販売データや季節要因から精度の高い予測を行い、在庫最適化に貢献。
- 画像検査(品質管理):人では見落としやすい傷や不良を高速かつ高精度で検出。
- 生産スケジューリング:複雑な条件をAIが瞬時に計算し、最適な生産計画を提示。
「どこにAIを入れたらいいかわからない」という企業でも、まずは 人が判断している業務をAIに置き換えられるか を考えると導入ポイントが見つけやすくなります。
Q2: 製造業がAIを導入するメリットは何?
AI導入の主なメリットは以下の4つです。
- 生産性の向上:AIが判断や予測を担うことで、人の作業時間を大幅削減。
- 品質の安定化:検査のバラつきを抑え、不良率の低減につながる。
- コスト削減:設備の故障予防や在庫最適化により、ムダなコストを減らす。
- 属人化の解消:熟練者の経験をデータ化し、再現性のある業務フローを構築。
特に効果が出やすいのは、品質検査・設備保全・需要予測の3分野です。
Q3: 製造業でのAI導入のデメリットや注意点は?
AIにはメリットだけでなく、注意すべき点もあります。
- 初期費用がかかる:データ整備やシステム構築に一定のコストが必要。
- データ不足の壁:AIはデータが命であり、データ量や質が不足すると精度が出ないことも。
- 現場のITスキル不足:使いこなすためには、最低限のデータリテラシーが求められる。
- 現場との摩擦:AI導入で「仕事が奪われる」という不安が出る可能性がある。
デメリットを小さくするカギは、**小さく始めて成果を可視化するPoC(検証)**です。
Q4: 実際の製造業でのAI活用事例には何がある?
代表的な国内外の事例をまとめると以下の通りです。
- トヨタ:AIによる需要予測と生産計画
部品の在庫最適化に成功し、余剰在庫を大幅に削減。 - パナソニック:画像検査AIの導入
微細な傷をAIが判定し、不良発見率が向上。 - 日立製作所:予兆保全ソリューション
設備データを解析し、故障の数日前に兆候を検知する仕組みを構築。 - 海外(GE・Siemens):スマート工場化
生産ライン全体をデジタル化し、稼働率と生産性を大幅に向上。
中小企業でも、画像検査AIの部分導入や在庫管理AIの活用など、スモールスタートの取り組みが増えています。
Q5: どんな企業がAI導入に向いている?最初に何をすべき?
AI導入に向いている企業の特徴は以下です。
- データが蓄積されている(または収集できる)
- 現場に課題が明確にある(品質・コスト・人手不足など)
- トップがデジタル化を推進している
まず最初にすべきことは、
「どの業務でAIを使えば最も効果が大きいか?」を可視化することです。
そのために有効なのが、
- 業務棚卸し(現状の可視化)
- 課題の定量化(ムダの数値化)
- 小規模なPoCでAI効果を検証
AI導入は大がかりに見えますが、成功している企業の多くは、小さく始めて段階的に広げる手法を採っています。
DXやITの課題解決をサポートします! 以下の無料相談フォームから、疑問や課題をお聞かせください。40万点以上のITツールから、貴社にピッタリの解決策を見つけ出します。
このブログが少しでも御社の改善につながれば幸いです。
もしお役に立ちそうでしたら下のボタンをクリックしていただけると、 とても嬉しく今後の活力源となります。 今後とも応援よろしくお願いいたします!
IT・通信業ランキング | にほんブログ村 |
もしよろしければ、メルマガ登録していただければ幸いです。
【メルマガ登録特典】AI戦略で10年以上勝ち続ける実践バイブル『AI競争勝者の法則』をプレゼント!
 今すぐプレゼントを受け取る
今すぐプレゼントを受け取る